- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Главная
>
Продукты > Прецизионная штамповка металла > Алюминиевая штамповка > Штамповочные штампы по индивидуальному заказу





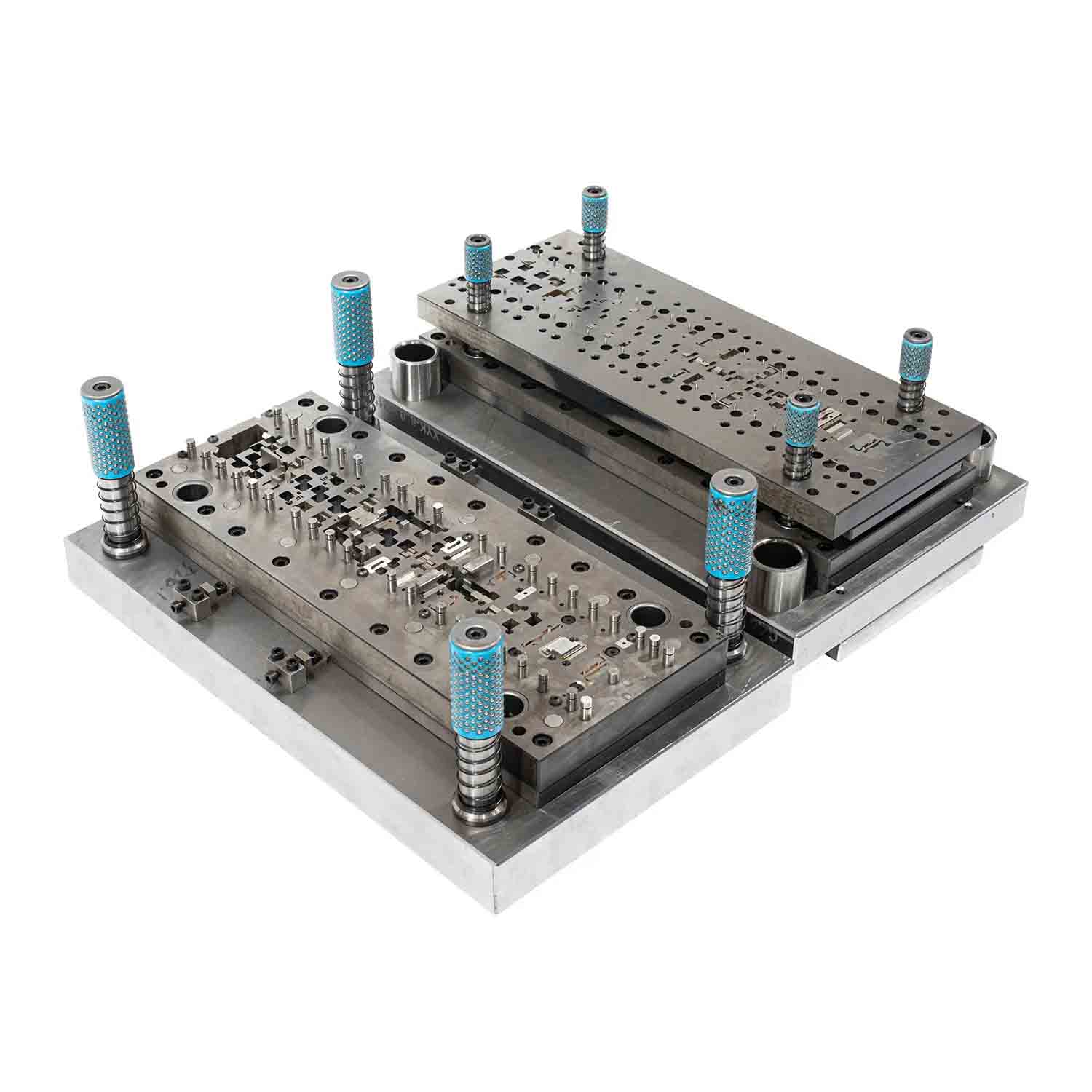
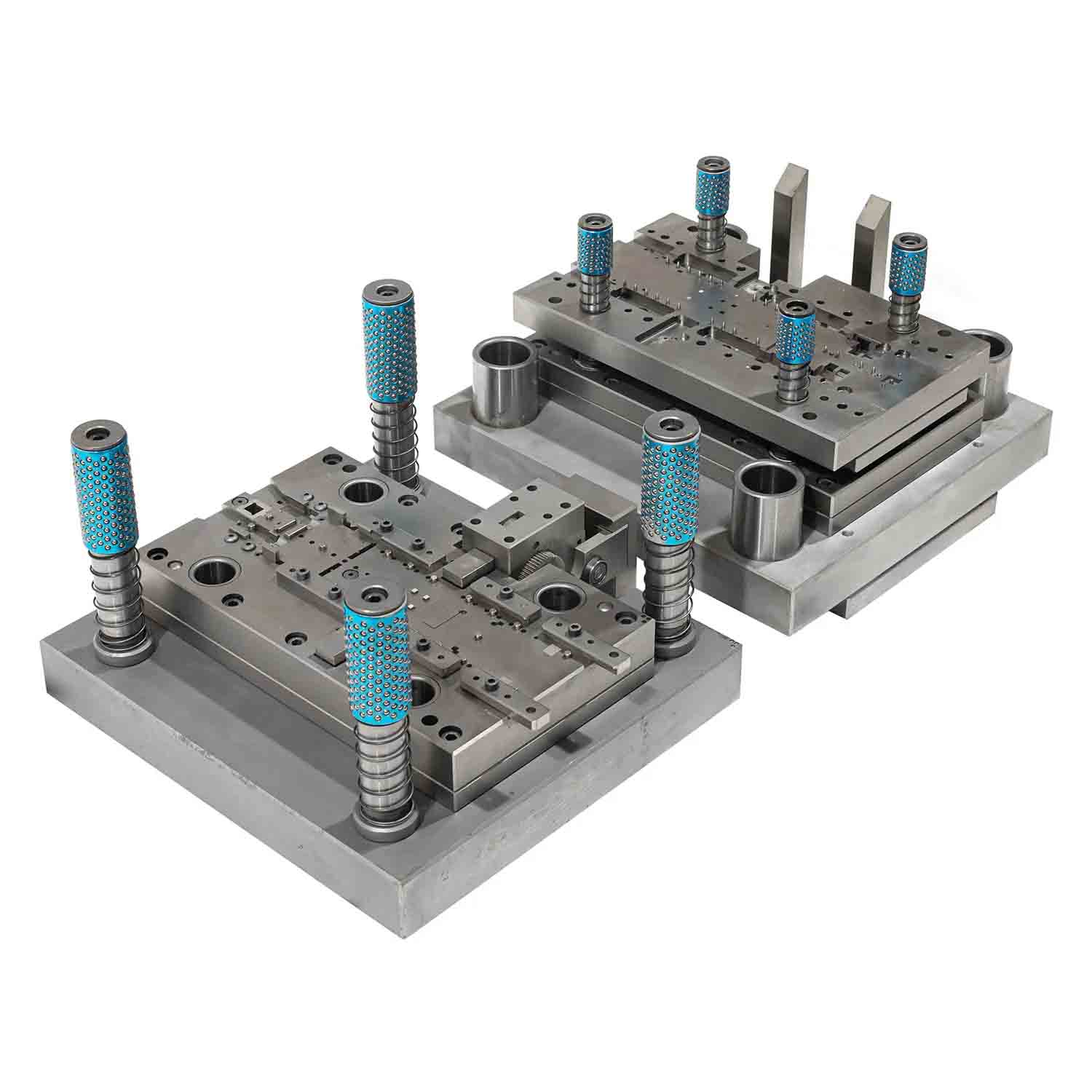
Штамповочные штампы по индивидуальному заказу
Изготовленные на заказ штампы для штамповки металла компании Xiamen Hongyu Intelligent Technology Co., Ltd. широко используются в таких отраслях, как автомобилестроение, здравоохранение и аэрокосмическая промышленность, специализируясь на производстве прецизионных форм для высококачественных металлических деталей. Обычно используются высокопрочные материалы, такие как сталь или твердый сплав. Hongyu может настроить дизайн в соответствии с конкретными потребностями каждого клиента.
Отправить запрос
Описание продукта
Производство штампов для штамповки металла на заказ — это распространенный метод промышленной обработки, используемый для придания материалам определенной формы. Это очень распространенный процесс при производстве массовой продукции. Сценарии применения обработки пресс-форм очень обширны: от автомобильных деталей, аэрокосмической промышленности до аппаратных аксессуаров. Поэтому пресс-формы еще называют «матерью промышленности». В Китае Xiamen Hongyu Intelligent Technology Co., LTD., как одно из ведущих предприятий по штамповке металла, осуществляет строгий контроль качества. Посредством проверки сырья, технологического процесса и окончательной проверки мы готовы представить нашим клиентам лучшие продукты.
Определить план процесса
Составление технологического плана штамповки металла является важной частью. Анализ процесса включает анализ процесса, основанный на характеристиках формы, точности размеров и требованиях к качеству поверхности заготовки. Прежде всего, необходимо подтвердить и перечислить все основные процессы, которые будут использоваться, такие как вырубка, штамповка, гибка, растяжение, отбортовка и выпучивание.
На основе технологических расчетов и требований к точности формы и размеров определяется количество процессов, например, количество раз растяжения для растянутых деталей и количество раз обработки для гнутых деталей и т. д.
Последовательность обработки определяется исходя из деформационных характеристик обработки, требований к точности размеров и удобства эксплуатации. Например, если продукт требует обработки как штамповкой, так и гибкой, следует ли его сначала штамповать, а затем сгибать, или сначала согнуть, а затем штамповать?
В зависимости от различных факторов, таких как производственная партия, размер, требования к точности, уровень производства прогрессивной штамповки и производственные мощности оборудования, такие как процесс сложной штамповки, процесс непрерывной штамповки и т. д., вообще говоря, для однопроцессного производства подходят крупносерийные, низкоточные требования, толстые материалы и крупногабаритные изделия. Высокоточные изделия подходят для сложной штамповки.

Формирование свойств
Металлические или неметаллические материалы помещаются в штампы для штамповки металла, и штамповочная машина прикладывает давление для деформации материалов, тем самым получая необходимые детали. Это процесс штамповки. Технология штамповки широко применяется и позволяет обрабатывать металлические листы, прутки и неметаллические материалы. Обработка штамповкой в основном проводится при комнатной температуре.
Изготовление пресс-форм требует не только высокой точности обработки, но и хорошего качества поверхности обрабатываемых деталей. Производственный допуск рабочей части обычной пресс-формы необходимо контролировать в пределах ±0,01 мм, а для некоторых высокоточных деталей его необходимо контролировать даже на уровне микрометра. При этом шероховатость поверхности рабочей части также должна быть менее 0,4 мкм. Точность формы определяет точность изделия, а шероховатость формы определяет шероховатость изделия. Рабочая часть штампа для штамповки металла обычно представляет собой сложную изогнутую поверхность, состоящую из двух или трех измерений, к которой предъявляются высокие требования к твердости материала. Обычно он изготавливается из таких материалов, как закаленная инструментальная сталь, чтобы удовлетворить высокоинтенсивные рабочие требования при многократной штамповке пресс-форм.
Различные требования к производительности процессов штамповки не являются абсолютными, особенно в контексте быстрого развития технологии штамповки в настоящее время. Необходимо выбрать разумный метод обработки, исходя из реальных потребностей и возможностей производства, правильно сформулировать технологическую схему процесса штамповки и выбрать подходящую конструкцию штампа, которая должна отвечать не только техническим требованиям, но и условиям процесса штамповки.
Дизайн
Проектирование штампов для штамповки металла — это систематический и комплексный процесс, включающий деформацию материала, механические расчеты и прецизионную механическую обработку. Например, штамп для штамповки — это штамп, используемый для резки, вырубки или штамповки. Большинство из них используются в таких областях, как резка прокладок и резка деталей оборудования. Поскольку режущую поверхность формы необходимо многократно штамповать, необходимо рассмотреть возможность термообработки режущей кромки, например, ее обработки до HRC58-62 градусов или титанового покрытия. Это может продлить срок службы формы и уменьшить влияние чрезмерных заусенцев, вызванных износом формы, на резку принадлежностей.
Горячие Теги: штампы для штамповки металла на заказ, Китай, производители, поставщики, фабрика, предложение, качество
Связанная категория
Алюминиевая штамповка
Штамповка латунных деталей
Штамповка деталей из нержавеющей стали
Штамповка деталей из инконеля
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.