- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик










Обжимные соединители
В Китае компания Xiamen Hongyu Intelligent Technology Co., Ltd. поддерживает изготовление стандартных и нестандартных деталей обжимных соединителей по индивидуальному заказу и имеет более 17 лет профессиональных технологий в области проектирования аппаратных форм и производства штампованных изделий. Минимальная толщина обработки обжимных соединителей может достигать 0,08 мм при превосходном мастерстве изготовления и отсутствии заусенцев.
Отправить запрос
Описание продукта
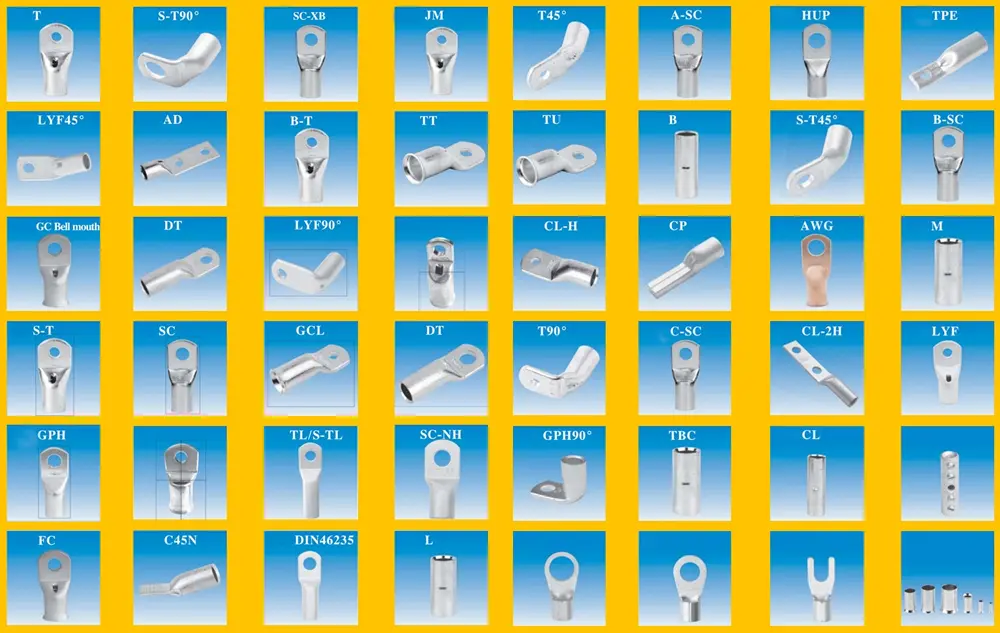
Обжимные соединители — это профессиональный компонент, разработанный компанией Xiamen Hongyu Intelligent Technology специально для обжимного соединения проводов и клемм. Благодаря высокопроводящим материалам и точной конструкции он решил проблемы надежности соединения при производстве жгутов проводов. Этот продукт является надежным выбором для зарубежных клиентов, которым нужны компоненты электрического соединения. Как поставщик в области обработки металлов и электрического подключения, мы можем предоставить клиентам высококачественную продукцию и услуги для облегчения подключения цепей.
проверка состояния римпинга
Качество обжима аппаратных клемм Stamping является ключевым фактором в обеспечении конечной производительности межсоединения. Повреждены ли штампованные детали клеммы, погнуты ли штампованные детали клеммы, цел ли изоляционный слой внутри окна клеммы, но не изолирована ли зона обжима провода, проколен ли провод в зоне обжима изоляционного слоя, правильно ли обжата кромка, видна ли щетка после обжатия провода, находится ли щетка в зоне соединения и имеются ли конические отверстия. Находится ли значение измерения микрометра в месте обжатия изоляции в пределах диапазона допуска, также можно определить, состояние обжима хорошее.
Необходимо проверить, правильно ли обжаты аппаратные выводы штамповки. Будь то ручное или машинное обжатие, каждая точка соединения должна быть тщательно проверена. Неправильное обжатие может значительно сократить срок службы обжатых разъемов и даже создать угрозу безопасности.
Из-за различных допусков на диаметр провода для каждого типа разъема и спецификации, измерение толщины в точке обжатия диаметра провода может использоваться в качестве эталонного показателя. Неподходящий диаметр провода не только сокращает срок службы, но также может привести к нестабильному соединению, быстрому отсоединению и, в конечном итоге, к потерям.
Технология обработки
Основным материалом штамповочных клемм в основном является латунь H62, к которой не предъявляются особые требования. Материалом барабанных пружин корончатой пружины в основном является бериллиевая медь. Не все материалы подходят для золочения. Поэтому перед золочением сначала наносится слой никеля, чтобы обеспечить эффект золочения. Обычные стандарты технических условий для золотого покрытия на основе никеля заключаются в том, что толщина слоя никеля составляет от 50 до 80 мкм, толщина слоя золота составляет ≥2 мкм, а чистота используемого золота составляет ≥99,8%. Наконец, нанесите прочную защитную пленку; Поверхность изделия должна быть гладкой, без окисления для обеспечения практичности и без заусенцев, чтобы предотвратить расшатывание изделия из-за несжатых заусенцев. Чтобы гарантировать качество продукции, на фурнитуре не должно быть следов инструментов, защемлений или острых кромок. У нас высокие требования к качеству и мы не указываем допуск ±0,02.
Спецификация гальваники
|
Продукт |
Обжимные соединители |
|
Требования к внешнему виду |
Без окисления, пожелтения, почернения, воронения, пурпурного цвета, зацеплений, неровных ножек и других дефектов. |
|
Производительность покрытия |
Полное никелевое основание: 50-80 мкм. Позолота: 1 мкм. Точки измерения с обеих сторон: 3 мм. |
|
Устойчивость к высоким температурам |
Должен выдерживать температуру 260°C в течение 5 секунд без изменения цвета, почернения, пожелтения, образования пузырей или отслаивания. |
|
Тест на паяемость |
Покрытие припоя должно быть более 95%. |
|
Испытание на солевой туман |
Протестировано с 5% раствором соли при 35°C в течение 24 часов. Никакое окисление, почернение и другие дефекты не допускаются. |
|
Тест на адгезию (тест на отслаивание) |
Отсутствие отслаивания покрытия на изогнутых поверхностях. |
|
Экологическое соответствие |
Все покрытия должны соответствовать экологическим требованиям ROHS. |
|
Покрытие критических зон |
Все точки измерения и обозначенные измерительные поверхности должны быть покрыты металлом в соответствии со спецификациями (эти области имеют решающее значение для паяемости и проводимости). |
Горячие Теги: Обжимные соединители, Китай, Производители, Поставщики, Фабрика, Котировка, Качество
Тег продукта
Связанная категория
Алюминиевая штамповка
Штамповка латунных деталей
Штамповка деталей из нержавеющей стали
Штамповка деталей из инконеля
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.