- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Знакомство с технологией глубокой вытяжки: дверные панели холодильников и барабаны стиральных машин.
1. Обзор процесса глубокой вытяжки
Глубокая вытяжка – это технология обработки металлов, широко используемая при производстве различных промышленных изделий. В основном он используется для преобразования металлических листов в изделия сложной формы с помощью штамповочного оборудования. Этот процесс позволяет не только производить детали высокой прочности и сложной формы, но также улучшить использование материала и сократить образование отходов.
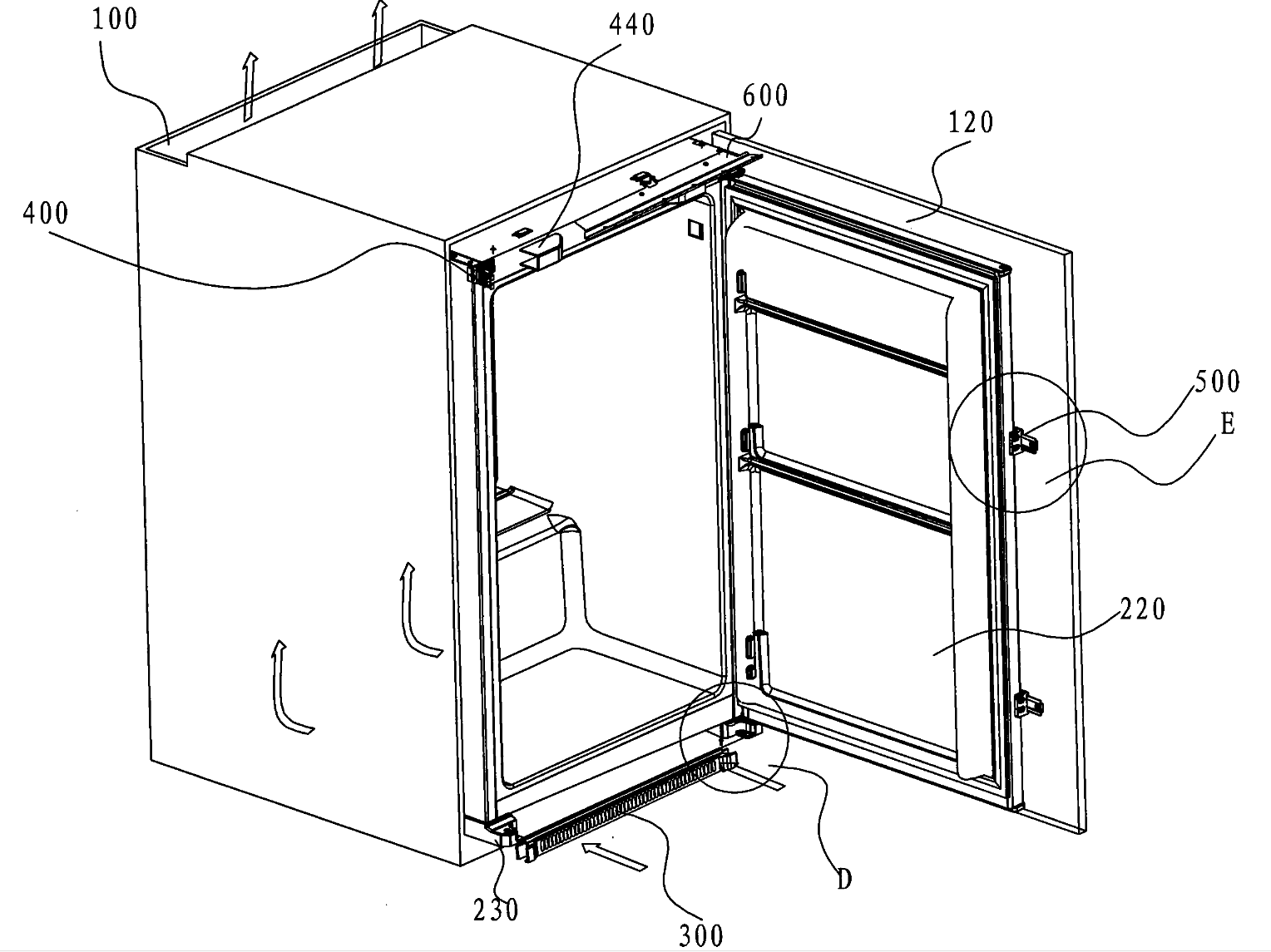
2. Процесс глубокой вытяжки дверных панелей холодильника.
2.1 Ход процесса
Изготовление дверных полотен холодильника обычно начинается с выбора подходящих металлических материалов, например, холоднокатаных стальных листов или алюминиевых сплавов. Процесс обработки включает в себя следующие основные этапы:
Резка и предварительная обработка: сначала металлический лист разрезается до соответствующего размера и очищается от поверхностного масла и оксидов.
Предварительная перфорация: пробивание отверстий или канавок на металлическом листе для последующих операций по улучшению пластичности материала.
Глубокая вытяжка: металлический лист помещается в волочильный штамп, и лист постепенно растягивается и формируется под давлением. Этот этап может включать несколько этапов, чтобы гарантировать, что лист не растрескается в процессе формования.
Отделка и проверка: Дверные панели после формовки обрезаются для удаления лишних обрезков, проверяются размеры и качество.
2.2 Технические моменты
Выбор материала: Толщина, твердость и пластичность материала напрямую влияют на качество глубокой вытяжки. Слишком твердые материалы могут привести к появлению трещин, а слишком мягкие материалы могут не сохранить форму.
Конструкция формы: конструкция формы должна быть точной, чтобы обеспечить равномерное растяжение металлического листа без деформации. Система смазки и охлаждения пресс-формы также имеет решающее значение для уменьшения трения и накопления тепла.
Параметры формования: включая такие параметры, как скорость волочения, давление и температура, которые необходимо регулировать в соответствии со свойствами материала и требованиями готовой продукции для получения наилучшего эффекта формования.
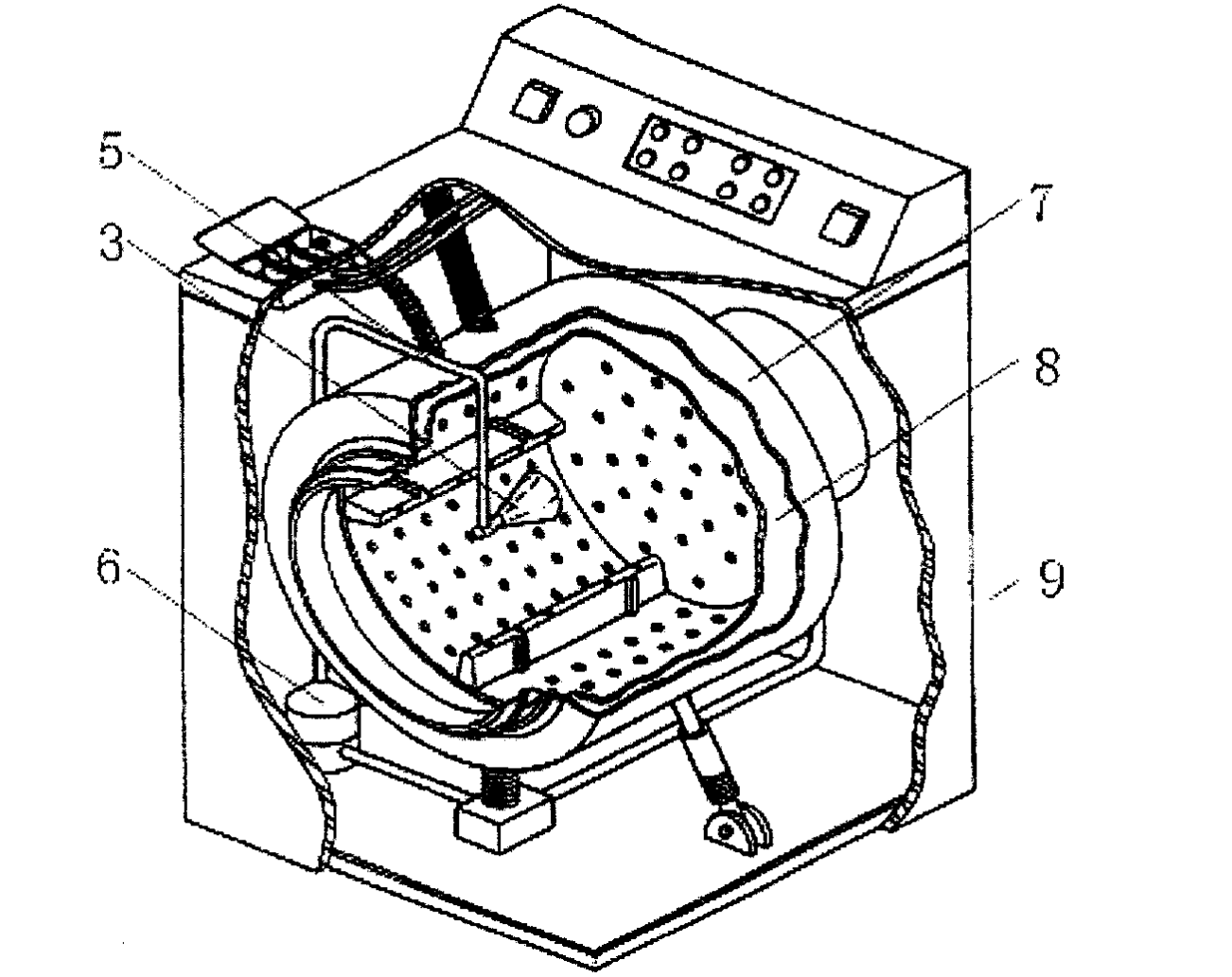
3. Процесс глубокой вытяжки барабана стиральной машины.
3.1 Ход процесса
Процесс производства барабана стиральной машины аналогичен, но требования более строгие:
Выбор материала и обработка: для резки и обработки поверхности выбирайте пластины из коррозионностойкой стали, например нержавеющей стали.
Предварительная перфорация: Предварительная перфорация отверстий в листе для последующего формования.
Формирование вытяжки: в ходе многоэтапного процесса вытяжки убедитесь, что внутренняя поверхность барабана гладкая и не имеет дефектов.
Сварка и обрезка: После формования корпус барабана необходимо сварить и обрезать, чтобы обеспечить стабильность и герметичность конструкции.
Проверка: включая испытания на водонепроницаемость, балансировку и долговечность для обеспечения работоспособности и безопасности стиральной машины.
3.2 Технические моменты
Характеристики материала: поскольку корпус барабана стиральной машины должен выдерживать высокую скорость и высокую температуру, обычно используемым материалом является нержавеющая сталь. Ключевыми факторами являются коррозионная стойкость и прочность материала.
Технология волочения: Корпус барабана стиральной машины обычно требует высокой технологии волочения, чтобы обеспечить округлость и гладкость корпуса барабана, избегая при этом деформации и концентрации напряжений.
Процесс сварки: высокоточный процесс сварки необходим для обеспечения герметизации и долговечности корпуса барабана.
4. Другие продукты, применяемые в процессе рисования.
4.1 Кузов автомобиля
При производстве кузовов автомобилей также используется процесс волочения для изготовления панелей кузова сложной формы, таких как передние и задние двери, крыши и т. д. Этот процесс требует высокопрочных металлических материалов и точной конструкции пресс-форм, чтобы обеспечить прочность и красоту кузова. тело.
4.2 Облицовка печи
Облицовка печи должна быть устойчива к высоким температурам и тепловым ударам. Процесс глубокой вытяжки обычно используется для формирования из металлического листа термостойкой облицовки, обеспечивающей хорошую теплопроводность и прочность конструкции.
4.3 Корпус самолета
Корпус и компоненты самолета часто производятся методом глубокой вытяжки для достижения требований к легкости и высокой прочности. Эти компоненты обычно изготавливаются из алюминиевых или титановых сплавов, а производительность и безопасность обеспечиваются точными процессами формовки.
4.4 Резервуар для пожарной воды
Резервуары для пожарной воды обычно требуют большой вместимости и высокой прочности. Процесс глубокой вытяжки используется для изготовления внутренней части больших резервуаров для воды, чтобы обеспечить достаточный объем и долговечность.
Окончательно
Являясь важной технологией обработки металлов, процесс глубокой вытяжки широко используется при производстве продукции во многих отраслях промышленности, от бытовой техники до автомобилей. Благодаря точному контролю материалов, конструкции пресс-форм и параметров формования можно производить высококачественные детали, отвечающие различным требованиям применения.